
 In order to produce high strength lightweight products with functional elements, such as gearings and carriers, bulk forming operations can be applied to sheet metal. For this process class the term ‘sheet-bulk metal forming’ has been established recently. Using these cold forming operations a high surface quality, shortened process chains, and a work hardening of the material can be achieved. This makes it a promising process, for instance for the manufacture of typical components for the automotive powertrain.
In order to produce high strength lightweight products with functional elements, such as gearings and carriers, bulk forming operations can be applied to sheet metal. For this process class the term ‘sheet-bulk metal forming’ has been established recently. Using these cold forming operations a high surface quality, shortened process chains, and a work hardening of the material can be achieved. This makes it a promising process, for instance for the manufacture of typical components for the automotive powertrain.
Owing to the three-dimensional stress and strain states present during sheet-bulk metal forming, microstructural ductile damage can occur in the form of micro-voids. These act as sites for crack initiation and -growth and are limiting the components fatigue life. Additionally, depending on the material flow properties, tensile residual stresses can be present in the components’ formed functional elements. During service, the components are subjected to cyclic loading via these functional elements, thus residual tensile stresses exert an unfavorable influence on crack initiation and crack growth, and therefore on the components’ fatigue life.
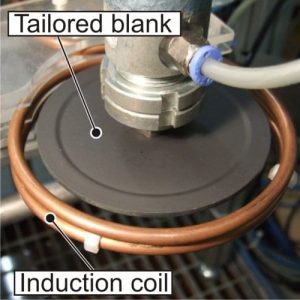
To counteract potential crack initiation on the surface or in the subsurface regions, following the forming process, temperature and microstructurally related compressive residual stresses can be induced by a martensitic transformation due to local heat treating of the components’ surface and subsequent water-air spray cooling. The objective of the present study by Hans-Bernward Besserer et al. from Leibniz University Hannover and FAU Erlangen-Nuremberg was to test whether such stress states can be induced in a controlled manner in semi-finished tailored blanks manufactured by orbital cold-forming.
Residual stress measurements before and after induction heat treatment in the workpieces’ edge region using x-ray diffractometry revealed that compressive residual stresses could be induced and controlled by varying the spray cooling conditions.









