During quenching, certain material properties change. Quenching suppresses phase transformations by only providing a narrow window of time for low-temperature processes. Process conditions and the resulting heat transfer from workpiece surfaces to quenching medium are crucial conditions for the description of the quenching process and possible distortion. This distortion in industrial processes is compensated by material allowance in the manufacturing and finishing rework after the final heat treatment or hardening process, respectively.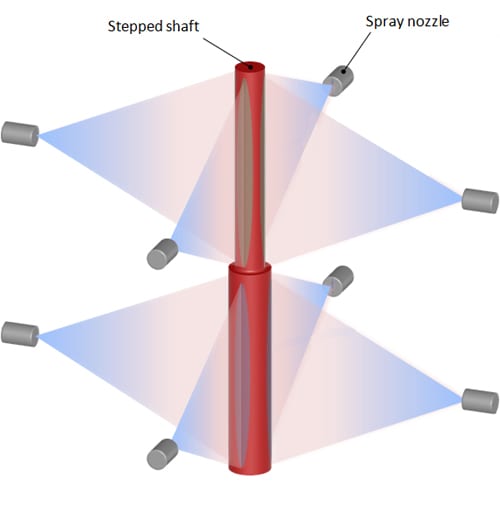
In particular, workpieces with large local differences in thickness pose a problem. Either the thin parts will be through-hardened or the thicker parts will not be sufficiently surface-hardened. Here, only asymmetric cooling conditions can avoid workpiece distortion. This can be realized by the use of liquid jet or spray arrangements. Controlled liquid quenching and especially spray cooling enables specific local heat transfer conditions with the required intensities.
This matter is part of the framework of the Collaborative Research Centre “Distortion Engineering” at the University of Bremen, Germany. Their aim is to enable locally asymmetric quenching process by the use of flexible jet arrays.
Flexible jet quenching was originally developed for gaseous flow processes. But experimental investigations obtained insufficient results because of the limited heat transfer rates by this gas quenching method. It is too low for successful asymmetric quenching for distortion compensation. However, by controlled quenching in liquid media like water or hardening oil and by means of liquid jet or spray cooling, the heat transfer process can be heavily intensified. It should be able to generate much more potential for heat transfer and distortion compensation.
In a parameter study, Sven Schüttenberg and co-workers succeeded in creating uniform quenching conditions on basis of adjusted spray parameters. The asymmetric quenching with lower heat transfer coefficients on the smaller part of the workpiece led to an articulately uniform cooling of the whole part. Their findings build the process technological basis for specific distortion compensation during quenching processes on workpieces. Schüttenberg and coworkers show in their study the potential for avoidance or reduction of distortion within the heat treatment process by a controlled two phase spray cooling process.